排气管的优化
Heunisch-Guss多年以来一直使用MAGMA5作为其预防性质量管理体系的组成部分,以确保铸造布局的及时分析和可能的缺陷来源。
对于灰铸铁排气管,关注关于在临界区域早期阶段卷气的出现。为了避免生产问题,要求优化铸造布局,首次有了使用MAGMA5 5.3版中自主试验设计新的可能。
计划使用大量冷芯盒进行1m长船用排气管的湿型铸造。Heunisch员工意识到芯盒的低透气性联合极短浇注时间最有可能引起问题。由于排气条件差,铸件上部(最后填充)的卷气危险是最值得考虑的。生产开始前,通过设计稳健的铸造布局,可避免预期的报废。
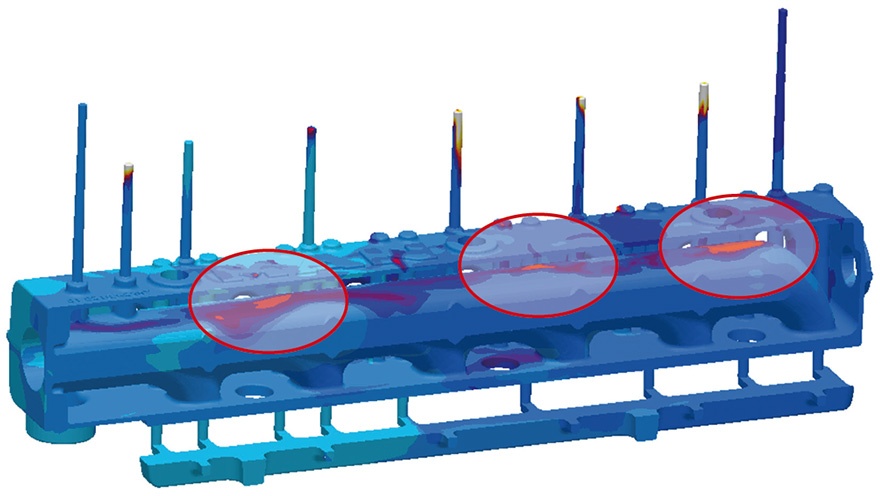
通过使用原悬吊的充型模拟,这些问题被可视化。结果显示在铸件的3个区域存在显著卷气的强烈趋势。为了对这些区域进行更好的排气,决定在歧管和问题区域附近的外壳之间增加小的内浇口。考虑到生产的要求,分析位置不同的1-3个内浇口和宽度变化。
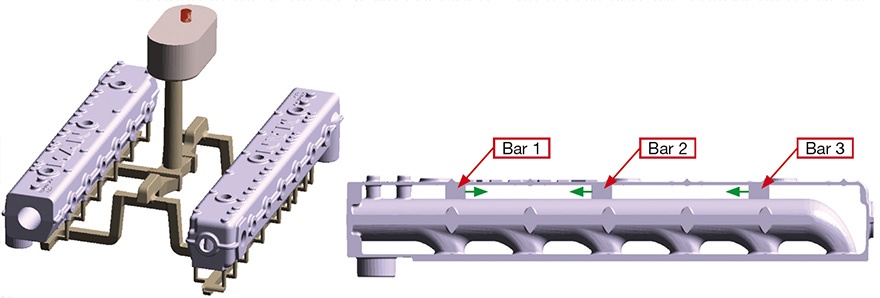
设置2个要求:新布局需要在排气管的关键上部区域提供充分排气和需要确保有关过程变量的高质量稳健性。Heunisch员工使用MAGMA5 5.3版的新功能,以自主探究不同的变化和确定最佳的折中方案。内浇口的参数化能够更容易地改变其位置、宽度和数量。设置一组由此得出的27个变化,用于使用MAGMA5进行的自动模拟和评价。
为了侧重于最相关质量标准的定量评估,专家确定1个评估区域,包括排气管的关键区域。设定优化的2个目标:1.尽量减少局部气压和 2.尽量减少区域中的空气接触。
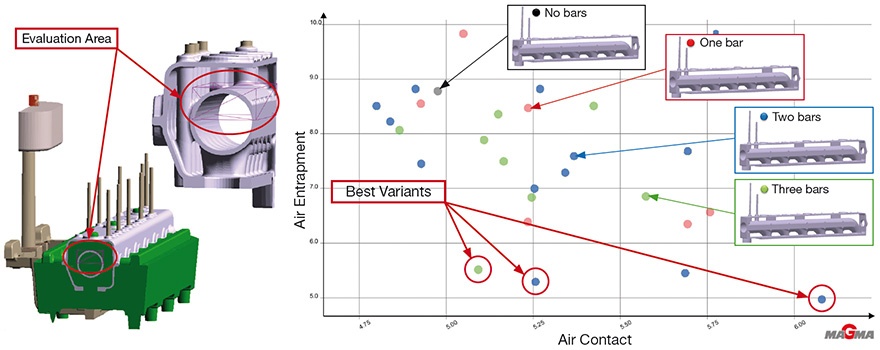
为了明确概述和评估所有计算变化的结果,Heunisch 专家采用散点图。在散点图中,使用彩色标记不同内浇口配置,并根据规定的优化目标,进行直接可视化。
最佳解决方案,显示卷气低于规定值,包括具有2个内浇口的2种变化和具有3个内浇口的1种变化。3个内浇口设计还显示金属的最小空气接触
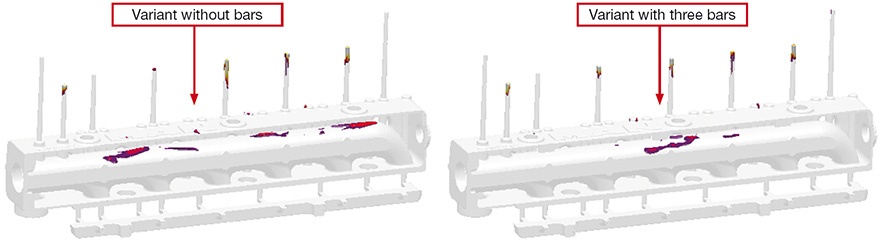
相比没有内浇口的初始设计,使用这种新布局,卷气水平被切为两半。使用3个内浇口设计最终生成的铸件位于规格内 ,使排气管的生产从一开始就在技术和经济获得成功。
通过这种早期优化, Heunisch的专家在生产开始前就能成功找出稳健和定性优化的解决方案。
Heunisch-Guss公司于1980年在德国创建,优质铸件是其成功和成长的传统和基石。 公司在德国和捷克共和国拥有4个生产场地,可靠地向客户提供定制、高质量的铝铸件以及灰铁、球墨铸铁和紧密石墨铸铁件。此外,Heunisch公司是可信赖和称职的合作伙伴, 随时可向其客户提供问题解决方案。 其员工的恒定和持续教育确保所需的技术资质,并通过在最现代技术的持续投资予以补充,以便在全球市场保持较高的竞争力。Heunisch公司自2007年起一直使用 MAGMASOFT® 。
 关注迈格码微信公众号!
关注迈格码微信公众号!