Going With the Flow and Fighting For Air
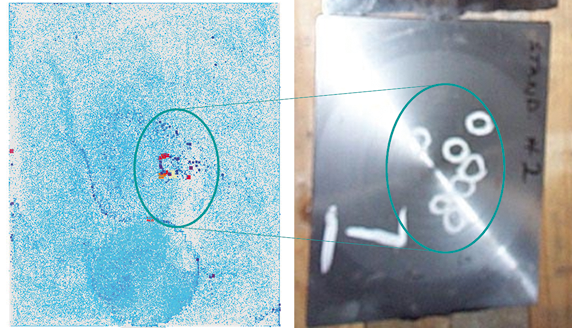
Estimates say that 20 % of the costs of producing steel castings can be traced to inclusion removal and weld repair. Reoxidation inclusions, which form through melt contact with the air during pouring, make up a majority of steel casting inclusions.
Trial-and-error and experience have been the only tools available to solve inclusion problems. Changes can be made to the pouring practice or the casting rigging, to change flow patterns to reduce melt contact with the air or move macro-inclusions into risers.
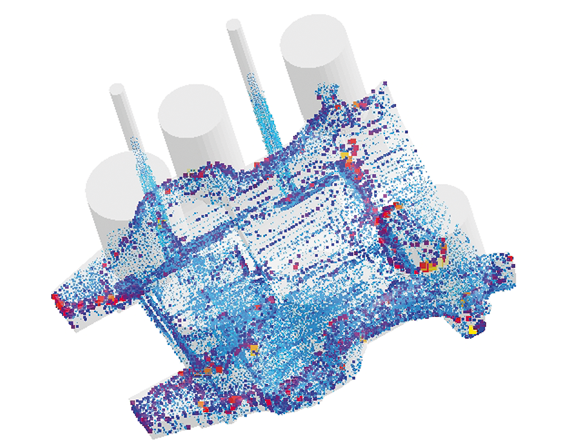
Unfortunately a good gating system is also no guarantee for preventing inclusion problems. Models have been implemented in MAGMASOFT® for tracking reoxidation inclusions during the pouring of steel castings. By considering how individual inclusions move with the melt, grow when they are in contact with air or agglomerate through close contact with other inclusions, foundries will be in a position to predict the final location, size, density and other characteristics of reoxidation inclusions in a casting.
By optimizing gating and risering using these models, foundrymen can leave reoxidation inclusions fighting for air.
* Courtesy of University of Iowa, USA
 Follow our official Wechat!
Follow our official Wechat!