There’s Still Untapped Potential: Improved Yield by Optimized Feeder Geometry With MAGMASOFT®
Fundimig produces ductile iron castings for the automotive industry, agriculture and industrial machinery. Products include covers for hydraulic power steering systems, joint casings as well as various wheel hubs. Their dimensions require feeders to avoid shrinkage porosity and minimize scrap, which also means that a lot of melt is required.
Using MAGMASOFT®, Fundimig managed to optimally design their feeding systems: Feeders are sized and positioned to effectively feed the casting. In parallel, the foundrymen took care that the feeder solidified subsequent to the casting. For this purpose, they used exothermic cylindrical sleeves. Exothermic feeder sleeves substantially reduce heat loss in the feeder. They increase the casting yield by reducing the required feeder size and metal weight of the feeder. Thus, the company achieved a scrap-adjusted casting yield with an average of 68 %.
Where is the problem here? The foundry benefits from a robust process, a good casting yield and defect-free products.
A Chance Discovery Awakens Ambitious Foundrymen
One of the foundrymen read a study: Thomas J. Williams, Richard A. Hardin and Christoph Beckermann, from the University of Iowa, examined the performance of feeder sleeves as a function of their thermophysical properties. They found that most commercial feeder sleeves were too thin for maximizing the casting yield. A geometrically optimized feeder sleeve, however, could increase the yield up to 8 %. The authors simultaneously observed increased soundness, an improved quality through an optimized feeding of the casting – an effect much greater than the increased casting yield. The results of the study encouraged Fundimig’s foundrymen to reconsider their processes. Could it possibly be improved?
They thought about replacing the cylindrical feeder sleeve with a conical one with the same outer diameter (as shown in Figure 1), thus improving the casting yield and quality at the same time. For the same outer diameter, the exothermic mass of the conical feeder sleeve is higher, emitting more heat, which allows the feeder to work more effectively. As a result, the casting yield could be improved with a smaller feeder. The problem with this is that the conical sleeve is more expensive, and the foundrymen have to calculate properly whether this investment is worthwhile. The company was already satisfied with the processes, so why should Fundimig benefit from more expensive feeder sleeves?

Just Do It (or Have It Done) Virtually
As Williams et. al. noted, reliable simulation requires material data for feeder sleeves, but these are rarely available. As MAGMASOFT® users, Fundimig’s foundrymen have access to extensive feeder databases from different manufacturers and can thus simulate their casting processes with different feeder sleeves: time-efficient, without expensive experiments, even before the first casting. This advantage was used by the experts: They compared both feeder sleeves (Figure 1) in detail with MAGMASOFT®. In this way, they examined how much the existing processes could be improved and whether the investment in different feeders would be profitable. The experts expected that the casting would be fed more effectively even with less melt and assumed that this could save melt and improve the yield: The conical feeder sleeve reduces the ratio of sleeve to metal within the feeder by one-half.

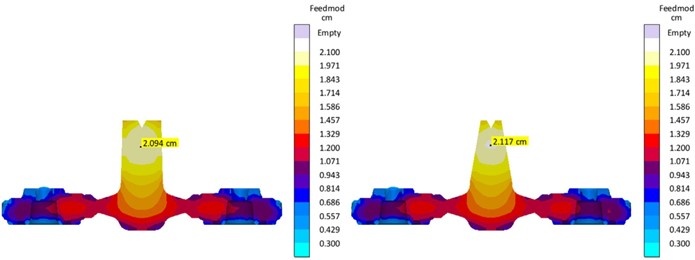
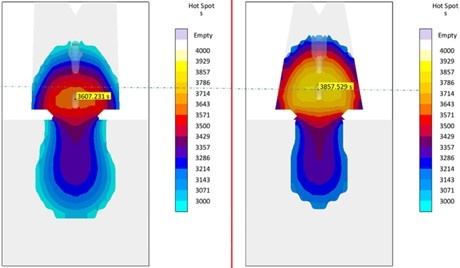
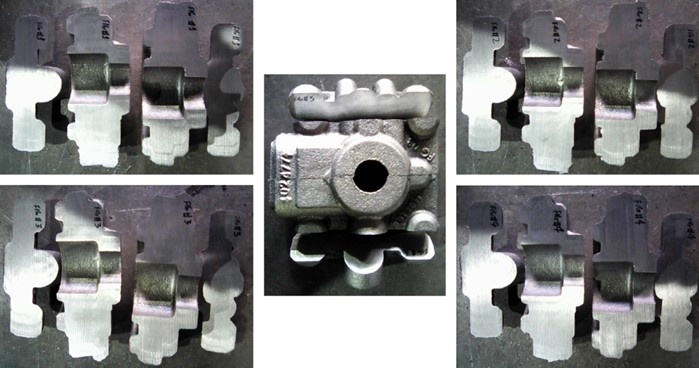
First, they simulated a cube made of ductile iron with the original feeder and the possible new feeder and evaluated it for porosity. As the results in Figure 2 show, the standard feeder does not completely prevent porosity in the cube, whereas the conical feeder does. The hot spot analysis with MAGMASOFT® (Figure 3) explained the result: The hot spot in the conical feeder is located 10 mm above the one in the cylindrical feeder (as Figure 3 shows). It is further away from the feeder neck and shrinkage porosity defects in the casting are therefore less likely. Additionally, the simulation shows that the solidification time of the melt in the conical feeder is about 4 minutes longer, since the hot spot in the conical feeder is larger with approximately the same amount of time. The casting is being fed sufficiently and long enough. To confirm the simulation results and prepare for the upcoming decision, the foundrymen produced prototypes of the cube. The cast cube with standard feeder showed shrinkage porosity in the subsequent examination (Figure 2, right).
Just Do It
As expected, with a conical sleeve, the casting is fed even better with less melt. This would allow savings in melt and improved yield. The simulation results also convinced Fundimig. The company therefore decided to replace the standard feeder sleeve with the conical feeder sleeve for the most material-intensive products, i.e. covers for hydraulic power steering systems, joint casings, and wheel hubs. MAGMASOFT® helped the experts to design the ductile iron casting processes for each product with the new feeder.
 and new feeder sleeve (right). The hot spot is always located higher up in the original feeder, whereas the solidification in the casting remains unaffected.")
For all designs with conical feeders, the hot spot was located 10 mm above the one in the original design, and the solidification results showed no differences (Figure 4). The experts examined prototypes of all products and found: The conical feeder sleeve does not affect the quality. With the updated design, the cast parts were flawless (Figure 5, exemplary).
Hydraulic power steering covers were previously produced by Fundimig with a casting yield of 59.91 %. And what was the effect of the conical feeder sleeve? The hot spot is located higher up in the feeder with the new sleeve. The casting did not show any changes. Yield increased by 3.19 percentage points with the conical feeder. This means that, for 30,000 castings, Fundimig saved almost 8.5 tons of metal per year. For joint casings, Fundimig increased the yield of the casting processes from 68.36 % to 70.44 %, and thus saved 0.93 kg of metal per finished casting, amounting to approximately 12.2 tons of metal for an annual production of 13,200 parts. In the production of wheel hubs, Fundimig increased the yield on average by 3.5 percentage points to up to 77 %. With a total yearly production volume of all relevant wheel hubs of 11,000 castings, Fundimig reduced the required metal by almost 35 tons.
Result: Minor Change, Major Impact
Fundimig was already producing castings of premium quality. So why change a thing? Using MAGMASOFT®, the foundrymen tested the potential of new feeder sleeves. The results first convinced them to adapt existing, robust processes and replace the feeder sleeve. In this way, the company was able to decide whether the investment was even worthwhile before investing in other feeder sleeves. The final products and the results in MAGMASOFT® revealed that the conical feeder sleeve was an excellent alternative: Fundimig saved up to 55.7 tons of material per year on ductile iron castings. The company was able to increase the yield by 3.5 percantage points on average. Consequently, the casting processes became more efficient and competitive. Last but not least: The metal no longer needed for these products is used by Fundimig for other products, which increases the company’s productivity. To further improve a robust and competitive process, MAGMASOFT® is the perfect supporting tool.
MAGMA thanks Geicimar Ismael de Sousa Gonçalves for his support.
Further Reading
Williams, T.J., Hardin, R.A., and Beckermann, C.: “Characterization of the Thermophysical Properties of Riser Sleeve Materials and Analysis of Riser Sleeve Performance” in Proceedings of the 69th SFSA Technical and Operating Conference, Paper No. 5.9, Steel Founders‘ Society of America, Chicago, IL, 2015.
About Fundimig
For more than 30 years, Fundimig has been producing castings made of gray and ductile iron for customers all over the world. The company has a production capacity of 3,500 tons per month, which is divided between two foundries. The castings are designed for different industries. Among the most important are the commercial vehicle industry, agriculture and industry in general. In the automotive industry, Fundimig especially stands out for the brand “Truckmig”.

 Follow our official Wechat!
Follow our official Wechat!