Use of Simulation in the Development of Hybrid Die Cast / Injection Molded Components
In the production of rooftop holders, the required properties - which are a high elongation at fracture of the base metal, corrosion resistance and good sliding properties - are realized by using a special alloy for the cast part, which is then coated and partially covered through injection molding with plastic. In this way, a hybrid component can be created that meets all requirements, as the desired component properties could only be achieved through the combination of both materials.

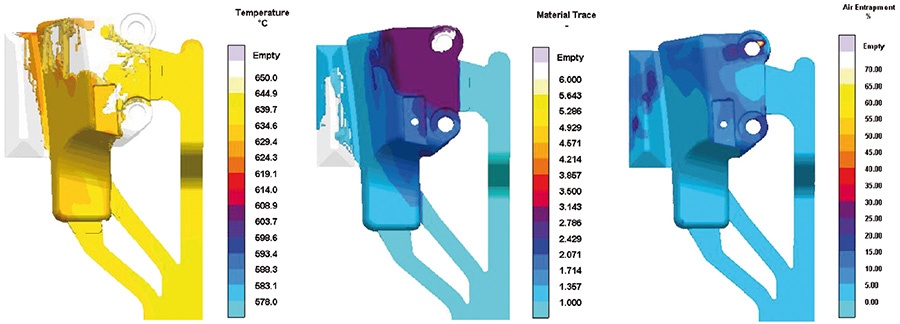
As a first step, Wagner AG, situated in Switzerland, designed and optimized the high pressure die casting process using the MAGMA5 casting process simulation software. The filling and solidification behavior was analyzed and the part and gating geometry was optimized in several iterations using the software. All steps of the die casting process were considered by the simulation. In order to design the casting layout, a compromise regarding possible orientation in the die and the positioning of the gates in relation to the part was required.
To achieve the best possible compromise in the layout - despite limitations on the degrees of freedom - various MAGMA5 results from the die filling simulation were used for the optimization. Wagner placed a special focus on the evaluation of two results: ‘Air Entrapment’, which provides insight into the distribution of trapped air in the casting, and ‘Material Trace’ which shows which portion of the metal in the casting passed through each ingate on its way into the cavity and how the melt is distributed into the part. The distribution of the melt in the simulation was visible because the respective melt fractions from each ingate are highlighted in different colors. This meant that possible changes of the gate positions and gate cross sections, as well as changes in the angles with which different sections of the gates were connected, could be simulated and the resulting impact on the filling of the part could be made easily visible, thus substantially facilitating an optimized gating design.
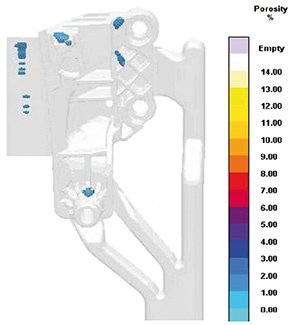
In the solidification simulation, the solidification behavior and the hotspots of the part, which solidify last, were identified. By comparing the simulation results with the requirements and secondary processing steps, Wagner was able to assess whether further corrections for improving the solidification conditions were necessary.
In positioning the gate segments, Wagner experts were not limited to just influencing the filling of the mold. Locating the gates in the vicinity of the heavy sections, and thus close to the hotspots, increased the impact of the intensification pressure in these areas. In this way, porosity formation due to shrinkage during solidification could be minimized to the required extent.
By using MAGMA5, Wagner AG significantly reduced the number of sampling trials per die.
For the design of hybrid components, Wagner saw the advantages of simulating the second production step, covering the cast metal as an insert during plastic injection molding, using SIGMASOFT®.
To simulate the production of the thermoplastic component, the cavity and tool geometries, as well as the precise definition of the injection molding process (melt temperature, injection profile, dwell pressure, cooling time, etc.) are required. In addition, both the thermal and the mechanical properties of the cast insert had to be considered.
The simulation allowed the detection of potential weaknesses in the hybrid part at an early stage in the development process. Simple questions such as the ability to fill the cavity could be answered, in addition to addressing complex relationships between shear stresses and polymer degradation. By specifically influencing the injection profile, material damage could be reduced to a minimum. As with MAGMA5, tracer particles could be used to trace the material history. If weld lines, which are areas of potentially weakened material, are not thoroughly intermixed, the resulting mechanical properties of the component would be reduced significantly. The tracer particles were used to display the level of intermixture. As a result of information from simulation, important conclusions could be made regarding the component properties resulting from the injection molding process.
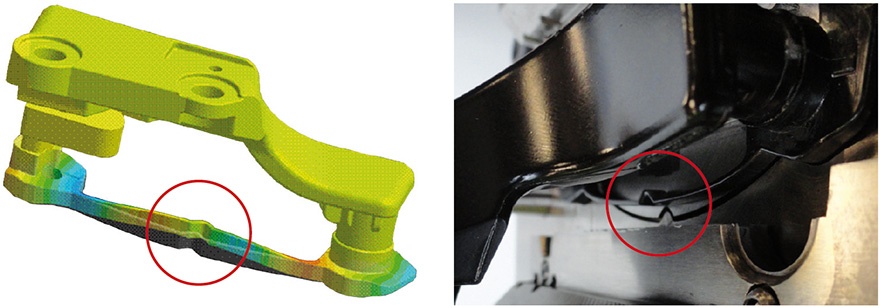
The solidification simulation of the part provides insight into how long the dwell pressure can be effectively applied in the cavity. The impact of this holding pressure is an important factor for the part quality. The results showed that the connection between the two thin-walled areas solidified early, meaning that the regions farther from the gate were no longer supplied with the dwell pressure. Therefore, the thermal contraction could not be compensated for by the flow of additional plastic. Here, sink marks were expected to affect the surface quality of the part significantly.

A distortion analysis was carried out as part of the investigation of the solidification and cooling of the part. Here, the deformation of the part due residual stresses in both the plastic and the metal could be calculated during the cooling phase. The dimensional accuracy of a part is often one of the key quality features. Even minor distortion can result in functional deficiencies in the component or lead to problems during assembly.
Hybrid components allow a functional integration for different requirements into a single part, reducing costs and weight at the same time. In the development of hybrid components, simulation using both MAGMA5 and SIGMASOFT® established itself as a valuable tool to reduce costs for unscheduled tool changes and sampling trials, and to ensure the desired functionality of a part right from the start.
Wagner AG, situated in Waldstatt, Switzerland, was founded in 1945 and specializes in the development and production of specialty castings. As a supplier that also develops products for the automotive industry, Wagner AG designs and produces aluminum, die-cast zinc, thermoplastic and hybrid components. Wagner AG specializes in the production of hybrid parts. The term „hybrid“ means that high pressure die cast components are inlaid or partially inlaid and injection or extrusion molded with plastic. Apart from process-related advantages such as a high degree of creative freedom and process stability, hybrid components excel through ease of functional integration as well as weight and cost reduction.
* Text and images courtesy of Wagner AG, Switzerland
 Follow our official Wechat!
Follow our official Wechat!